Crossing the Safety Threshold: Re-evaluating the Current-Carrying Capacity and Voltage Drop of 6 AWG
Before launching any custom wiring harness project, the precise calculation of electrical parameters is an absolute must. A 6 AWG bare copper wire has a cross-sectional area of approximately 13.3 square millimeters, which gives it exceptional current-carrying capacity; however, its actual current-carrying capacity (ampacity) in practical applications is a dynamic value.

The Impact of Ambient Temperature on Ampacity Derating
In the early stages of design, many engineers habitually refer to ampacity tables based on standard ambient conditions (typically $30^{\circ}C$), assuming that 6 AWG can easily carry currents ranging from 55A to 65A. However, in enclosed industrial control cabinets or high-temperature environments near engine compartments, ambient temperatures can soar to $60^{\circ}C$ or higher.
As temperatures rise, the wire’s heat dissipation capacity drops sharply, necessitating the application of a “temperature derating factor.” Without reserving a 20% to 30% current margin in advance, lethal heat will rapidly accumulate inside the wire.
The Distance Trap: Voltage Drop That Cannot Be Ignored
In addition to overheating, voltage drop is a hidden killer in long-distance industrial wiring. When a 6 AWG cable runs exceeds 15 meters and operates at full load, the voltage at the far end may experience significant attenuation. For precision servo motors or sensitive industrial inverters, even slight voltage fluctuations can trigger undervoltage protection or cause a significant drop in operational efficiency. Professional custom wiring solutions must incorporate cable length and the system’s maximum acceptable voltage drop (typically less than 3%) into the design model from the outset, and may even require upgrading to 4 AWG when necessary.
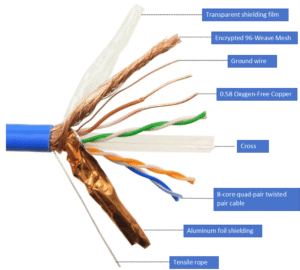
Withstanding Harsh Environments: Strategic Selection of Insulation Materials
Industrial environments vary widely. If copper conductors are likened to the “muscles” of a harness, then the insulation jacket is the “skin” that protects those muscles. When exposed to chemical solvents, mechanical friction, and extreme temperatures, the wrong material choice can cause the insulation to age and crack rapidly, posing a critical risk of short circuits.
PVC (Polyvinyl Chloride): A Cost-Effective Basic Solution
For standard indoor industrial control cabinets, high-quality PVC insulation is sufficient to handle routine challenges. It offers excellent flame retardancy and tear resistance, with significant cost advantages. However, its physical limitations are also notable: it becomes hard and brittle at temperatures below $-15^{\circ}C$, and degrades rapidly at temperatures exceeding $105^{\circ}C$.
Silicone: Conquering Extreme Temperatures and Tight Spaces
When your equipment operates near metallurgical furnaces or in frigid outdoor base stations, silicone wiring is an indispensable choice. It maintains remarkable physical stability across an extremely wide temperature range ($-60^{\circ}C$ to $+200^{\circ}C$). More importantly, silicone is extremely flexible—a major advantage for thick 6 AWG cables—significantly reducing the difficulty of wiring for workers inside complex enclosures.
XLPE (Cross-linked Polyethylene) and PUR (Polyurethane): Industrial-Grade Impact-Resistant Armor
In high-voltage wiring harnesses for electric vehicles (EVs) or heavy machinery that is frequently dragged along the ground, cables are often subjected to oil immersion and severe friction. XLPE offers exceptional chemical resistance and electrical insulation; PUR, on the other hand, is renowned for its extremely robust abrasion resistance and cut resistance, making it the preferred solution for exposure to harsh physical environments.
The Perfect Balance of Rigidity and Flexibility: The Decisive Role of Stranding Count in Wiring Experience
On actual assembly sites, engineers often complain that 6 AWG cables are “as stiff as rebar,” making it impossible to achieve tight-radius bends within compact electrical cabinets. This highlights a critical yet easily overlooked metric in custom wiring harness design: stranding count.
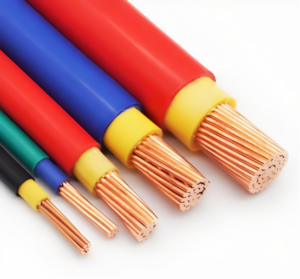
Even for 6 AWG copper wires with the same cross-sectional area, mechanical properties can vary drastically depending on the thickness and number of individual copper strands within the core.
- Low-strand-count wires (e.g., 7-strand or 19-strand): These wires are extremely rigid and are typically used for building wiring or static electrical installations that remain fixed in place. They are difficult to bend but maintain their shape well when laid straight over long distances.
- High-strand-count wires (e.g., 266-strand or ultra-fine stranded wires with over 1,000 strands): These are the heart of custom industrial wire harnesses. Extremely fine oxygen-free copper wires tightly wound together give 6 AWG wire exceptional flexibility. For industrial robot drag chain systems requiring frequent movement, or internal battery pack connections that involve multiple sharp bends, high-strand-count flexible wire completely eliminates mechanical stress on equipment connectors, preventing metal fatigue fractures at the terminal roots caused by long-term vibration.

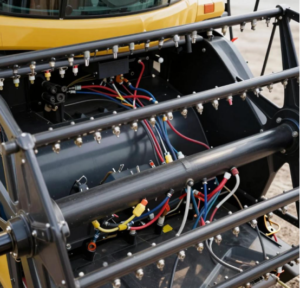
The Deep Waters of Manufacturing: The Hidden Barriers of 6 AWG Large-Gauge Terminal Crimping
Even if you select the highest-grade silicone-insulated, high-strand-count 6 AWG wire, the entire harness remains a ticking time bomb if the final step of terminal processing is subpar. Terminal crimping for high-current power cables is the litmus test for a harness manufacturer’s core technical capabilities.
Many non-specialized contract manufacturers or customers attempting DIY projects often use simple manual tools for crimping. While this might be marginally acceptable for fine wires, manual tools simply cannot provide sufficient mechanical pressure for the thick 6 AWG copper cores.
The Necessity of Pneumatic and Hydraulic Crimping Equipment
A perfect crimp should create a “cold welding” effect between the terminal metal and the internal copper wire, completely compressing and sealing all internal gaps to form a nearly solid conductor. This can only be achieved using high-tonnage precision pneumatic or hydraulic crimping machines. Any microscopic gap inside the connection will increase contact resistance; under continuous 50A current, this resistance will rapidly generate heat, eventually causing the terminal to melt.
Pull-Force Testing and Compliance with the IPC-A-620 Standard
At JinHai, we understand that high-current connections leave no room for chance. Before entering mass production, every batch of 6 AWG custom wire harnesses must undergo rigorous destructive pull-force testing. The bond strength between the terminal and the wire must far exceed the limits of conventional physical tension. Simultaneously, from the precise control of wire stripping length to micron-level inspection of crimping height, we strictly adhere to the IPC/WHMA-A-620 industry standard throughout the entire process, ensuring that every metal contact point possesses the highest level of electrical continuity.
From Blueprints to Prototypes: Choose a Manufacturer with Engineering Expertise
During the R&D cycle of industrial equipment, finding a wiring harness supplier willing to accommodate low-volume prototyping (Low MOQ) while possessing mass production capabilities and IATF 16949 quality system certification is often the biggest challenge facing procurement departments.
True custom wiring harness services should not merely involve simple cutting and assembly based on drawings, but rather a deep level of engineering collaboration. A professional manufacturer can proactively identify potential risks in the drawings during the DFM (Design for Manufacturing) phase, such as recommending more reasonable strain relief solutions, optimizing sleeve materials, or suggesting the replacement of expensive imported connectors with high-quality alternatives that offer equivalent performance and shorter lead times.
Conclusion
A 6 AWG industrial power harness carries not only high currents but also represents the operational lifeline of an entire set of expensive equipment. From insulation designed to withstand extreme environmental conditions, to the twist density of copper wires that determines routing paths, to the terminal crimping process that can mean the difference between success and failure—no technical detail can be compromised.
Moving beyond the simplistic mindset of merely “buying wire,” treating cable assemblies as highly customized engineering components, and forming deep partnerships with professional manufacturers equipped with mature automation facilities and rigorous testing standards is the optimal solution for ensuring the smooth implementation of industrial projects and mitigating unknown risks. By connecting every critical node with scientifically tailored solutions, we enable powerful industrial energy to flow safely, efficiently, and continuously.